Трилогия качества Metaco®: pre-shipment inspection, или выходной контроль

16.06.2026
После первой статьи трилогии мы получили много обратной связи — спасибо всем, кто делился мнением, поддерживал нас или, наоборот, критиковал. Для нас важна любая реакция, потому что именно открытый диалог помогает развивать систему качества основываясь на практическом применении. Во второй статье трилогии расскажем о независимой инспекции как ключевом этапе закупки автозапчастей и объясним, зачем она нужна.
Для Metaco® важно соответствие чертежам и стабильные технологические процессы. Один раз дать задание заводу согласовав технические характеристики и просто ждать партию за партией не получится. Повреждения, загрязнения, пересортица могут появиться на этапе упаковки и подготовки к отгрузке. До середины 2025-го мы узнавали о подобных отклонениях уже после поступления продукции в Россию. Поэтому было решено усилить контроль и внедрить системный подход к качеству запчастей.
Как работали раньше
Входной контроль качества запчастей существовал всегда. Наши технические специалисты проверяли и проверяют поступившие партии. Но не хватало этапа, который выявил бы несоответствия ещё до поступления в Россию.
Частые проблемы, с которыми мы сталкивались:
- Несоответствие документации и реального исполнения
- Повторяющиеся дефекты
- Плохая упаковка, приводящая к повреждениям при транспортировке
И несмотря на то, что процент рекламаций по Metaco® за 2025 год составляет всего 0,1 %, все это оставалось неприятной и порой критичной проблемой для автовладельцев, СТО и самого бренда.
Что такое PSI (pre-shipment inspection), или выходной контроль
Доверяем, но проверяем
Если мы проводим независимые функциональные испытания запчастей, то логично доверить и выходной контроль качества официальным независимым компаниям. Именно так мы и поступили.
С конца 2025 года в нашей воронке качества появился PSI (pre-shipment inspection), или выходной контроль. Учитывая, что автомаркет несет ответственность: за установку детали и соответствие заявленным функциональным характеристикам, мы внедрили два варианта выходного контроля.
Первый вариант — проверка консолидированного груза на складе. После того как партия поступает на склад и мы получаем уведомление о готовности к отгрузке, на площадку выезжает инспектор от аккредитованной компании и проверяет детали.
Второй вариант используем в случаях, когда проверка на складе недостаточно эффективна — например, если более 90% жалоб связаны не с установочными размерами, а с работоспособностью детали во время эксплуатации. Тогда мы договариваемся с поставщиком и проводим проверку непосредственно на заводе-производителе. После изготовления партии инспектор выезжает на производство, где основная задача — оценить заявленный функционал.
И в первом, и во втором случае поставщики не знают заранее, какие артикулы будут выбраны для проверки.
Цель выходного контроля — обеспечить соответствие товаров чертежам и требованиям стандартов, включая комплектность, внешний вид, работоспособность и функциональность, а также ограничить поступление брака и пересорта в Россию.

Кто попадает под инспекцию
- 1. Производства, у которых в последнее время встречался брак.
- 2. Новые поставщики.
- 3. Текущие поставщики, запустившие производство новых артикулов.
- 4. Производства, получившие низкую общую оценку по итогам ежегодного мониторинга (об этом расскажем в следующей статье).
Почему инспектор — не формальность
Просто назваться инспектором не получится. К нему тоже предъявляются особые требования, как и к поставщикам. Если бы составляли портрет соискателя, он выглядел бы примерно так:
- 1. Специалист должен иметь опыт работы на заводах ОЕМ.
- 2. Иметь опыт мониторинга аналогичной продукции.
- 3. Иметь возможность оперативно выехать на производство и проверить запчасти в согласованные сроки.
- 4. Английский уровня C1. И тут он нужен.
- 5. Знать нормативную базу своей страны, стандарты OEM (производителя оригинальной продукции) и другой технической документации.
- 6. Знать и применять в работе профессиональный инструмент и средств измерения в зависимости от детали и чертежа.
В арсенале инспектора всегда есть сертифицированный поверенный инструмент: рулетки, штангенциркули, щупы для замера зазоров, калибры и т.д.
В Китае из всех компаний оказывающих услуги выходного контроля под наш запрос подходили только восемь, сейчас работаем с двумя основными компаниями, которые также имеют сертификаты и их отчеты признаются международными партнерами.
Особое внимание уделяется принципам независимой инспекции (PSI):
- инспекторов меняем после каждой третьей проверки;
- инспекторы (компании) не общаются с производителями, а проверки проводятся на консолидированном складе.
- инспекции на заводах организуются по отдельному алгоритму: инспектор самостоятельно выбирает детали на складе готовой продукции уже после завершения производства и всех контрольных операций. Такой подход исключает возможность предварительной замены или подготовки образцов со стороны поставщика;
- поставщикам не сообщаем об артикулах, выбранных к PSI.
Чек-лист инспектора
Инспектор работает по чек-листу, составленному техническими специалистами Metaco®, который имеет не менее 7-8 критериев (реальный Чек лист на 3-х листах). По каждому артикулу указываем параметры, а ещё прикрепляем схемы для понятной визуализации и исключения непреднамеренных ошибок.
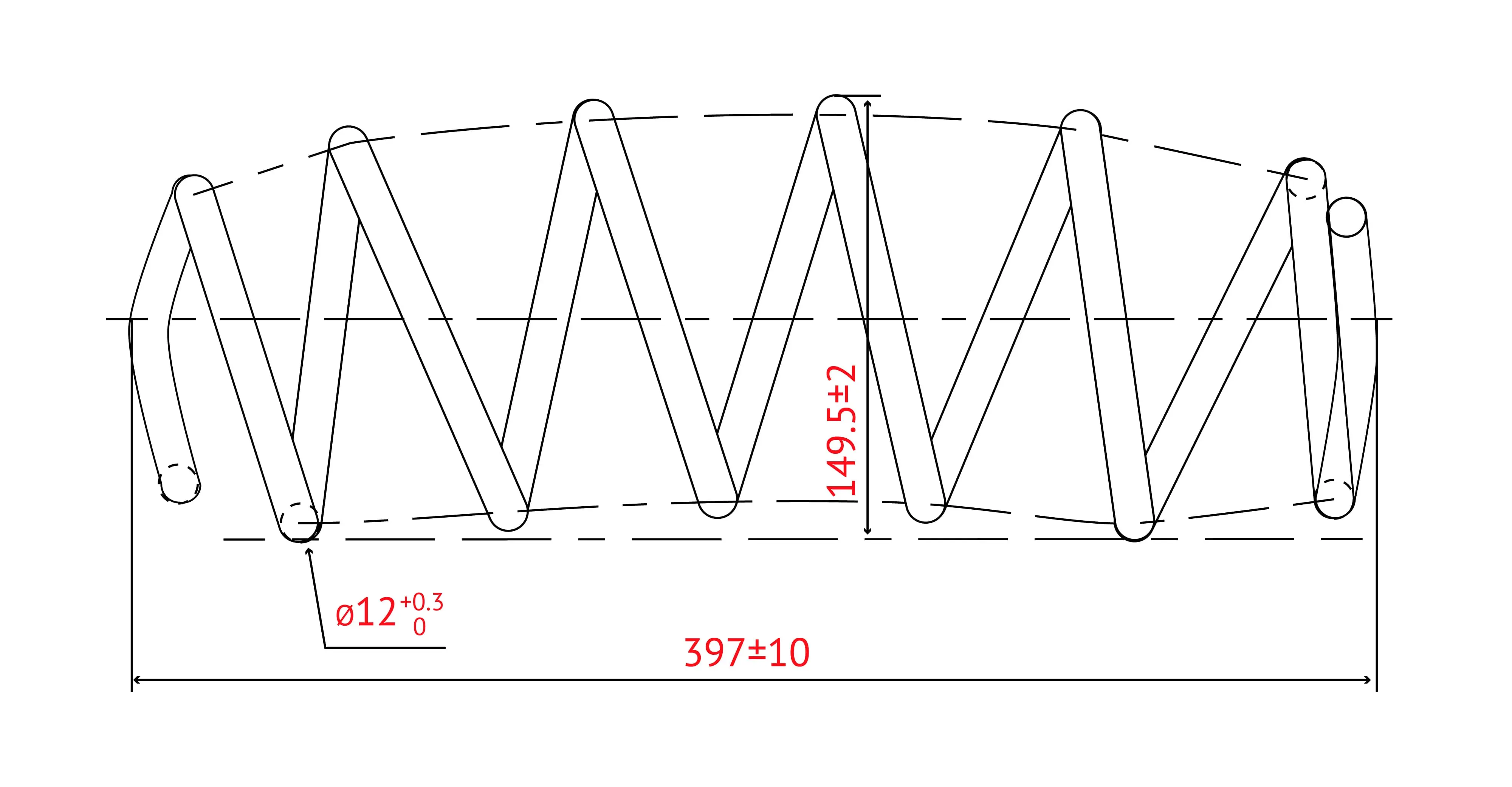
Пример: Один из чертежей, которые прикладываем для проверки пружин Metaco® 4840-357.
Артикулы, как правило, выбираем из претензионных обращений наших клиентов.
Устанавливаем приемлемую выборку для проверки качества (всегда разная, но не менее 10% от произведенной партии).
Проверяем:
- установочные размеры: по чертежу и фактические;
- требования по функциональным характеристикам;
- качество деталей: потёртости, вмятины, сколы, любые другие внешние дефекты, даже если параметры в допуске;
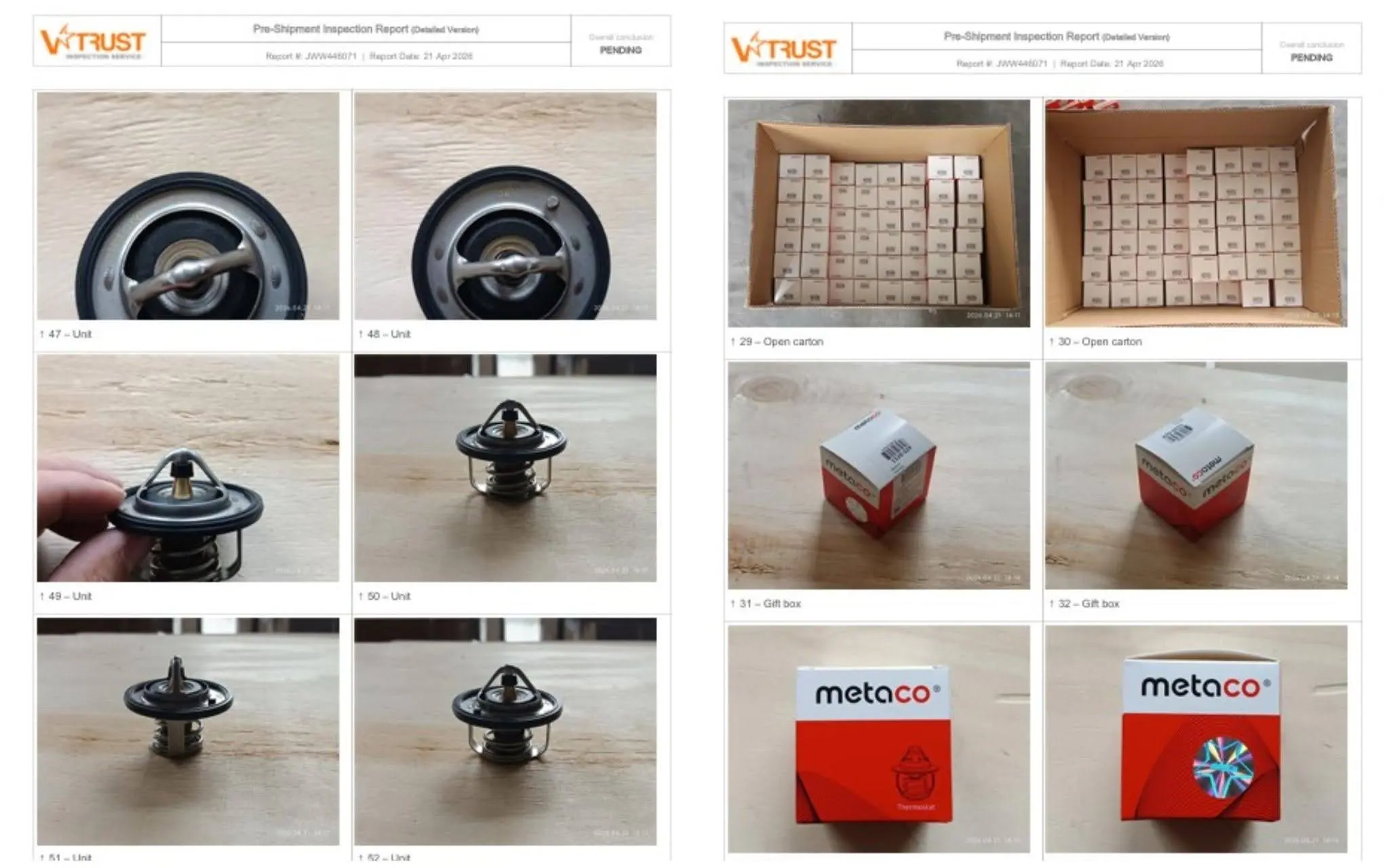
- маркировку: гравировка на запчастях, стикеры на упаковках;
- качество упаковки: фактические размеры, повреждения, условия хранения.
По этим пунктам инспекторы делают замеры с фото- и видеофиксацией — без неё заполненный чек-лист не действителен.
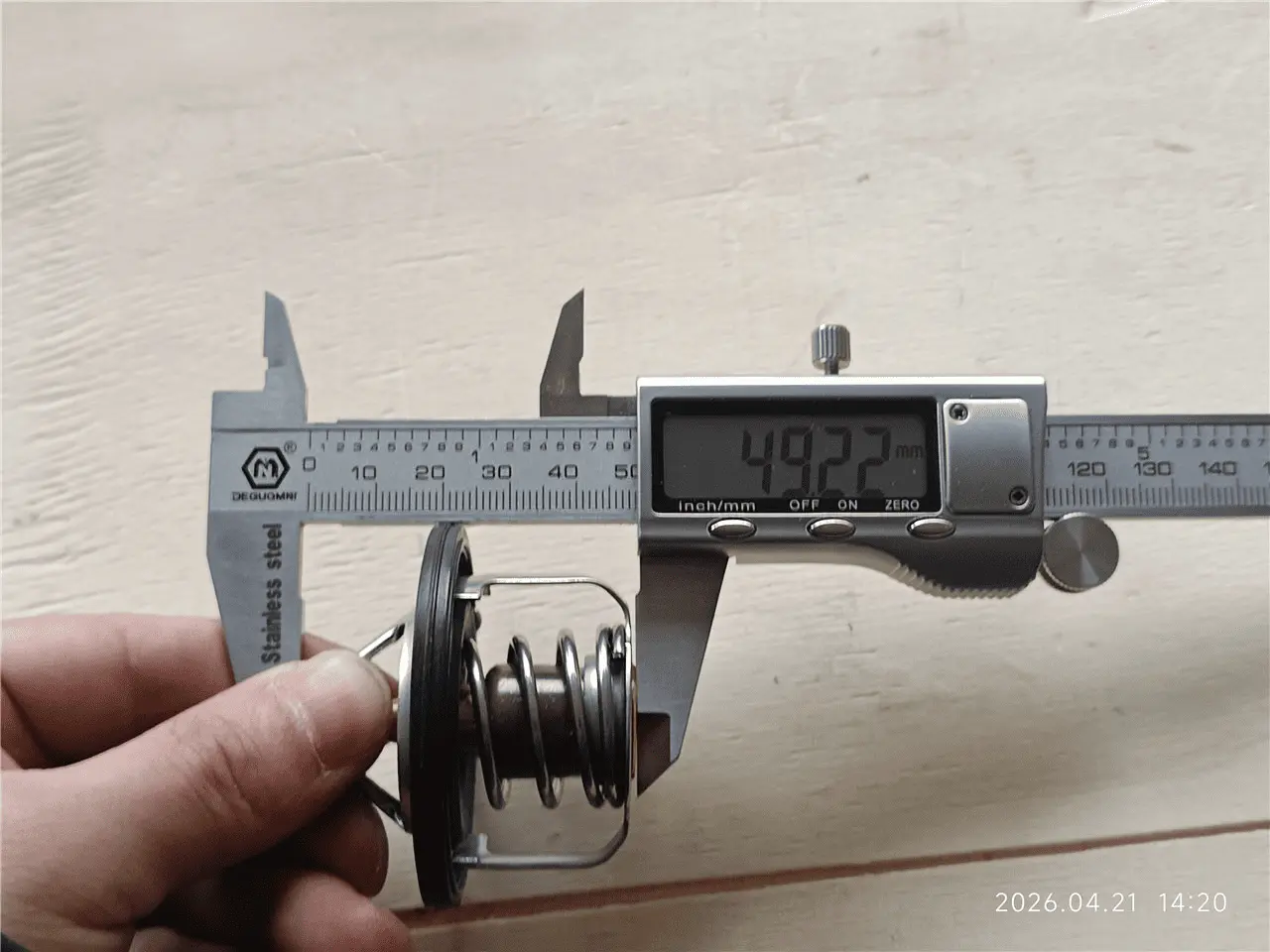
Проверка размера детали
В дополнение к замерам деталей инспектор оценивает складирование, товарное соседство, производственную среду на складе, идентификацию товаров и действие принципа FIFO для заводов (First In, First Out — «первым пришёл — первым ушёл»). В логистике этот принцип управляет партиями в очереди на отгрузку. С ним товары отгружаются в правильной хронологии, не «залёживаются» на складе и срок их реализации не сокращается.
В одном отчёте может быть от 150 до 200 и более фотографий и видео — зависит от выборки.
Как проходит PSI на складе
В ходе проведения контроля деталей инспектор ставит оценку и если с установочными размерами всё в порядке, но деталь грязная и с масляными пятнами или с потертостями — оценка снижается.
Даже при соответствии геометрии партия может получить статус FAILED из-за дефектов поверхности.

Например, здесь во время инспекции все проверенные образцы имели царапины и повреждения покрытия.
Если в ходе выходного контроля инспектор выявляет значительные отклонения, партия возвращается поставщику.

На данном фото деталь с коррозией. Она возвращена поставщику, т.к. такие дефекты могут повлиять на ресурс детали.
Состояние упаковки тоже влияет на конечный результат. Рваные, мятые, мокрые коробки или пакеты не годятся — данный аспект кажется незначительным, но всё равно может спровоцировать дефект детали во время хранения и доставки. Инспектор также сверяет маркировку деталей и электронную идентификацию.
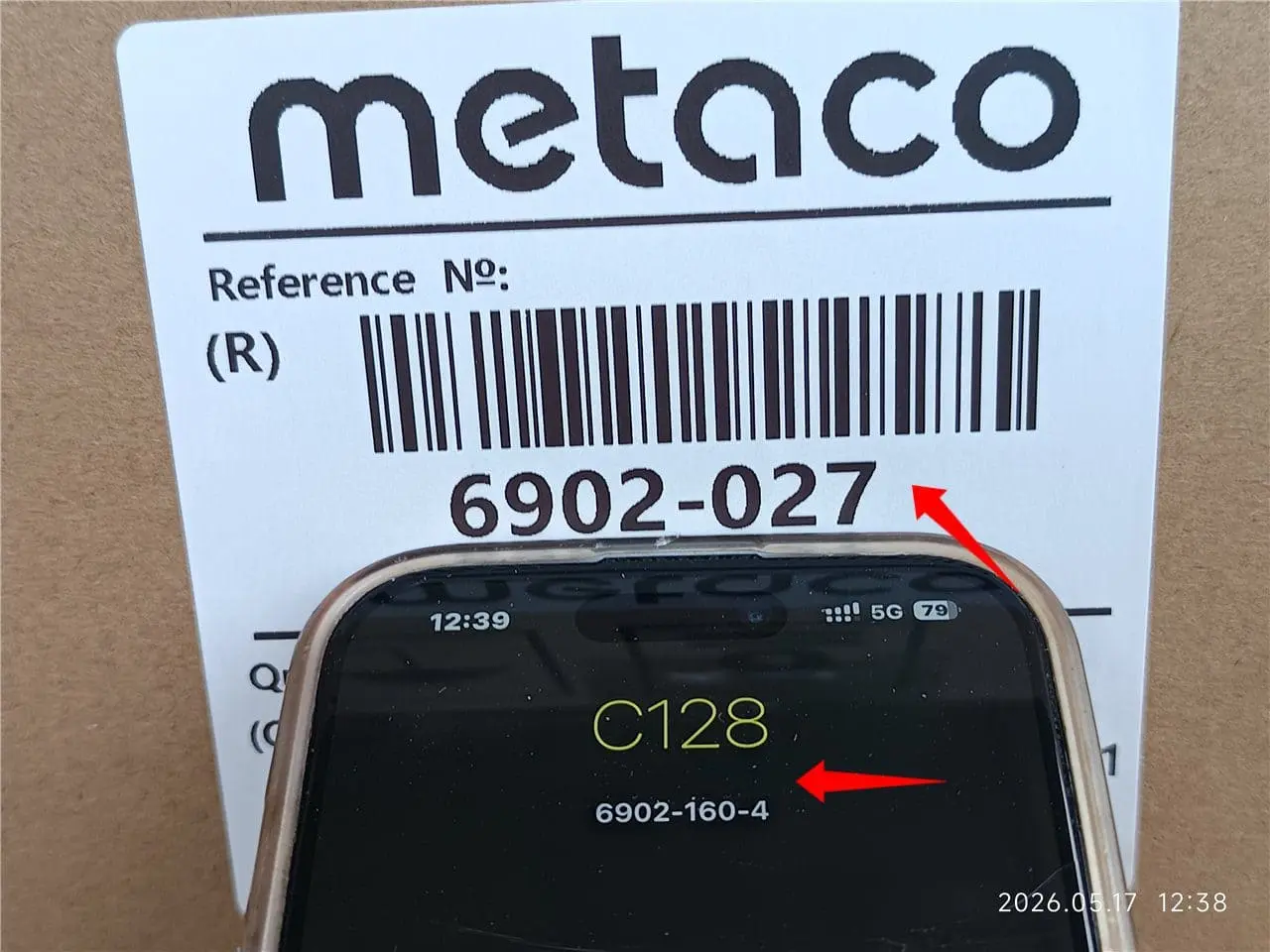
Несоответствие артикула в штрихкоде и данных при сканировании — основание для возврата партии поставщику, что и было сделано. Мы знаем, что любой пересорт = несоответствие, с которым поставщики должны бороться.
Если в ходе контроля оценка инспектора FAILED (неуспешно), мы возвращаем партию поставщику на доработку или замену. Если поставщик не готов исправлять недочеты, то может дойти до расторжения контракта с производством.
Как проходит PSI на Заводе Поставщика
После того как поставщик сообщает о готовности партии, организовывается выезд инспектора на производство.
Во время инспекции специалисты:
- подтверждают принадлежность партии и условия производства;
- сверяют техническую документацию, маршрутные карты и результаты внутреннего контроля производителя;
- отбирают образцы для испытаний;
- проводят точные геометрические измерения калиброванным инструментом;
- проверяют допуски и отдельные характеристики материалов;
- выполняют функциональные испытания деталей.
В зависимости от категории продукции детали проходят различные тесты: проверку герметичности под давлением, испытания на утечки, тесты уплотнений, температурные и нагрузочные проверки.

Проверка радиаторов Metaco® на герметичность под давлением — один из этапов PSI-контроля на производстве. Во время испытаний фиксируются давление, время выдержки и результаты каждого образца.
По итогам проверки формируется полный отчёт с измерениями, фотографиями, результатами испытаний и перечнем выявленных несоответствий. Если параметры не соответствуют требованиям, партия блокируется до устранения замечаний или возвращается поставщику.
Цифры и профит
Итого с начала внедрения PSI:
- 111 проверенных артикулов
- 634 проверенные детали
- 989 деталей возвращены производителям (возвращаем партию, несмотря на выборочную проверку)
- 47 информационных писем с запросом корректирующих мероприятий
Таким образом, PSI стал не формальностью, а рабочим инструментом влияния на качество.
Выходной контроль стал вторым нововведением в воронке качества Metaco®.
Он выявляет проблемы ещё до отгрузки деталей в РФ. Это снижает риски для автовладельцев и предотвращает выход некачественной продукции в продажу.
Завершим трилогию в следующий раз: расскажем про мониторинг поставщиков в течение года и это не просто отчет, а управляемый процесс: выявление тренда, разбор причин, срок на исправление и повторная проверка результата.